中人网
标题: 企业一线员工定岗定编全解析 [打印本页]
作者: 华恒智信咨询 时间: 2021-3-31 17:11
标题: 企业一线员工定岗定编全解析
引言:在生产制造企业中,由于一线员工工作内容单一,与产量线性关系明显,因此针对一线员工的定编方法最简单有效的就是通过数据计算的方式。人力资源专家——华恒智信根据多年以来对生产制造企业定岗定编的关注与研究得出的经验,再结合生产部门日常管理实践操作的相关指标,为您提供了以下几种最为常见的企业一线员工定岗定编方法:劳动定额法、劳动效率定编法、设备定编法、岗位定编法以及比例定编法等。
0 U# t j5 J5 }- G6 ^& O v1 D总体来说,对一线操作工人的定编方法更多地是基于数学模型与统计应用,再结合具体的操作程序与要求,最后得到合理的定编人数。虽然以上方法的计算公式都有所差异,但是在这些计算方法之中有一个核心的计算理念,就是:
6 a9 s+ L4 \: U2 h1 {1 r
定编人数=总产能/单位产能
: G2 U) L- r, w6 z4 j1 o; H, [这是计算定编人数的基础公式。在具体方法中,有的产能需要用劳动时间表示,有的需要用劳动量(成果表示),还有的要用其他具体数量表示……不管何种具体数值,都需要总产能与单位产能的统计单位相统一。再根据不同的产能统计需求确定需要统计的具体因素数值,最后得到我们需要的人员编制数量,下面我就具体介绍一下定编人员数量的计算方法,希望能够对我们的企业管理拓展一些定编思路。
$ n( F' p2 d4 x" {% V O
1、劳动定额法
]8 }2 o* ~6 f$ L/ N
劳动定额法就是根据任务工作量和一线员工的劳动定额来计算员工数量的方法,其中最重要环节就是核定单个岗位员工工作量。
, \( l0 g2 a; m8 I: N }: |
准确的劳动定额是企业一线员工合理定员的主要依据,也是精益生产管理的基础数据。现代化工业生产对员工劳动有很高的要求,每一个设备上的技术环节都是需要精确处理的。这就要求企业必须在时间和空间上严格协调、在环节和能力上互相匹配,均衡生产。所以一线员工定编工作以劳动定额为基础,可以准确地制定出每个工人的工作标准以及一线员工人数。
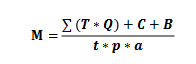
具体计算公式如下:
( m( e/ [8 w: R
*说明:
M是定员数;关于工作总量部分:T— 单位产品工时定额;Q— 产品产量;C— 计划期允许的废品工时上限;B— 零星任务工时;关于单位效率部分:t— 制度工时(指一个工人的年制度工作小时);p—工时利用率;a— 工时定额完成率
; j$ N3 r9 f. I& Z
在这个公式中主要以工作时间作为衡量标准,注重产量与劳动定额的管理,是企业完成劳动定额定员的基础。此方法适合劳动定额工作较为完善细致的企业操作,在数据基础完备的情况下,此种方法得出的结果较为准确。
% ?2 v. o* t/ b
2、劳动效率定编法
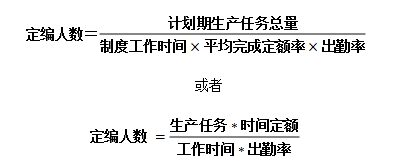
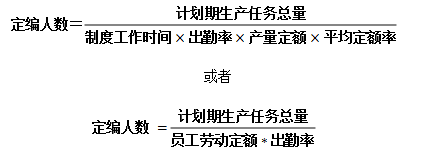
: c% b6 x. I6 p7 W) w劳动效率定编法时对劳动定额法的简化分解,它是根据计划期规定的生产任务总量和工人的劳动效率以及出勤率来计算定编人数,其中又可以分为时间定额法和产量定额法。
7 d- a* P1 t z+ o7 k4 X时间定额法:工人以时间定额进行管理
5 v* o; I, C( P$ L% ?! T
5 |+ [! n' L1 _; Z3 h! a' M
产量定额法:工人以产量定额进行管理
5 g: W* E. f% t k
8 P2 K1 A/ a0 U. N9 S4 q
劳动效率定编法适合用于实行劳动定额的人员,特别是以手工操作为主的岗位,都适合用这种方法。此种方法较为简单易行。
* T4 @! x0 Y* W4 Z6 N) R) W2 F1 d
特别需要说明的是,使用劳动定额法和劳动效率定编法需要较高的应用条件:企业有完整的“劳动定额”体系;有行业定额或定员标准可进行修正;有同行企业参考等。有了以上数据作为支持,依据劳动定额法进行定编人数计算就有了保障。
0 T- M6 g8 a5 m I8 e( y/ ^
3、设备定编法
+ J d3 T8 @$ [: w' b
按设备定员,即按工作地开动设备台数和工人看管定额来确定定员人数。这种方法适合于看管和操纵设备运转的工人。如石化企业生产运行部内操岗位、供电企业的调度值守岗位等。
8 V8 l! y" u/ x- `0 ?6 m0 @
在确定定员人数时,不论大型设备,还是小型设备,均应考虑是集中操纵还是多台看管。这种定员方法属于按效率定员的一种特殊表现形式。它主要适用于以机械操作为主,使用同类型设备,采用多机床看管的工种。设备的开动台数和班次应根据劳动定额和设备利用率来核算单台设备的生产能力,再根据生产任务来计算开动台数和班次。
6 L! H5 g3 E9 ]3 W8 A! [* }
在这个方法中,除了考虑了一线操作员工的劳动定量情况,还加入了现代工厂劳动设备的使用情况。根据实际的工作工程需要,确定员工数量。而在实际操作中,设备定编法又可以分为单台设备定编与多台设备定编,其具体公式为:
单机台设备定编:
% j5 h! {' s- t$ k$ r, F9 X. |) |主要适用于:如机器制造企业的各类机床,冶金企业的高炉、平炉、转炉、炼焦炉、轧钢机,发电企业的发电机组,以及化工企业的管道化生产设备等
多机台设备定编:
4 B9 I7 J% t4 ~, Z |
$ Z9 f. H2 }: F Y p, i
主要适用于:如纺织企业的织布机,石油化工企业的各类泵等。
设备定编法主要的适用范围是:以机器设备操作为主的工种,特别是有大量同类型设备的岗位,使用设备定员法有很好的效果。针对少量使用大型设备的企业,需要与劳动定额进行结合,根据产量与设备使用情况进行定编。
/ H; D: T+ e% O6 l, _1 d3 g) G
4、岗位定编法
, u* v+ w, D2 ^ z# _. Z' ]
岗位定编法是根据工作岗位的多少、各岗位的工作量大小和工作班次等因素来确定定员人数的方法。在计算时还要考虑生产班次、倒班及替班方法,对于采用连续生产、实行轮休制的单位,还要根据轮班形式考虑轮休人数。
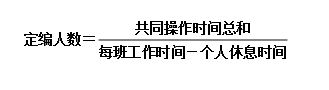
1 Y. H- Q0 P- b% L- m按照定编岗位的特性,还可以将岗位定编法分为设备岗位定编与工作岗位定编,具体公式计算如下:
' q8 Z6 z; x+ S
d6 \! k& D( ~. ?设备岗位定编:在设备开动的时间内,必须由单人看管或多岗位多人共同看管的场合。即设备开机必须有人看管的一线岗位设置。
工作岗位定编:有岗位没设备又不能实行劳动定额的人员。如检修工、检验工、值班电工、茶炉工、警卫人员、清洁工、文件收发员等。主要根据岗位工作任务、岗位区域、工作量,倒班情况来确定定额。
计算公式:
: t$ u$ N. s+ U. N7 Z* C; ?5 Z2 _% P8 Z3 N. l5 T6 f; u: R; c2 W
岗位定编法主要适用于看管大型联动设备的人员、自动流水线生产的岗位定员;也能适用于不参与设备生产工作但有岗位需求的人员,如检修工、质检工、电工、水泵和空压机的运行工、警卫人员、茶炉工、清洁工、收发员、门卫等。前者使用设备岗位定员效果较好,后者为工作岗位定员。
8 \0 g# y2 H9 ^0 u1 K6 f% m小结
以上关于一线员工的定编方法都是基于数学公式计算得出的,很多人直接把生产管理的相关数据带入公式,然后通过计算得出最后的定编人数。
5 F' E7 k. n- @* C2 t/ a% ^" c6 V如果直接将计算得出的人数直接应用的实际生产过程中,这样的做法是不可行的。一线员工的定岗定编工作除了科学合理的思路设计之外,更多的是要去基层真正了解现场信息,了解在工作中会遇到哪些问题,包括等待时间、设备故障、意外返工等等。造成这些问题的原因并非一线工人的操作失误,而是因为企业日常管理活动中没有管控到位造成的结果。当然,现场访谈工作除了了解现场员工的信息,还要倾听员工对目前情况下的看法,这些看法在一定程度上也能反映出企业管理过程中的问题。
4 [: }% G W+ J0 m- Z/ ~3 C华恒智信原创,欢迎大家转载,但请注明华恒智信原创及来源,否则视为侵权!!!(欢迎致电010-84641991了解更多内容)
/ K0 K, P2 _& I
| 欢迎光临 中人网 (http://bbs.chinahrd.net/) |
Powered by Discuz! X2.5 |